3D プリンタの設定
3D プリンタの設定は現状、残念ながら手作業である程度の量のパラメータを設定する必要があります。
まず、エクストルーダの移動速度、温度、レイヤーの厚み、ファーストレイヤーの設定、スカート等などのパラメータを、 使用するフィラメントや制作対象物にあわせて設定する必要があります。
主に RepRap プロジェクトにおける推奨値を元に推奨設定値を記載します。
温度設定
フィラメントの材質によって、ホットエンド (ノズル) とヒートベッドの温度設定を変える必要があります。 およそ次の位の温度から試してみると良いです。
PLA
ホットエンド: 185°C
ヒートベッド: 60°C
ABS
ホットエンド: 230°C
ヒートベッド: 110°C
プリントベッド表面
ガラス 表面を一般のガラスクリーナーで拭ききれいに拭き取ります。また、アセトンまたはイソプロピル・アルコール等で拭き油分を除去します。
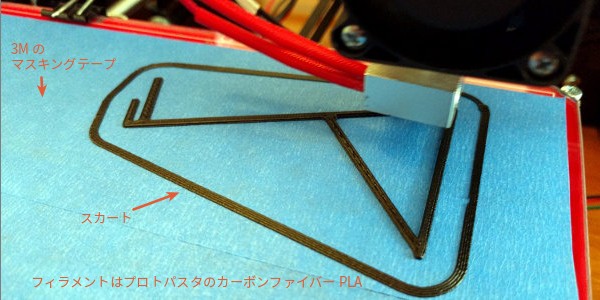
また PLA の場合はプリントベッドにマスキングテープを貼り、その上に形成することで、ファーストレイヤの定着が良くなることが知られています。マスキングテープを利用する場合は、 ヒートベッドは使いません。
ABS の場合はカプトン・テープが有効です。
レイヤーの高さ
レイヤー高さはノズル径の 80% 以下にします。
従って、一般的な 0.4mm のノズルの場合、0.4mm * 0.8 = 0.32mm を越えないように設定することが望ましいと言われています。
低く設定する分には、プリント時間は長くなりますが特に制限等はありません。
押し出し幅
フィラメントの成形幅 (extrusion width) は、ノズル径かそれ以上に設定します。
すなわち、0.4mm 径のノズルであれば、成形幅は 0.4mm 以上にします。
スカート
スカートというのは、通常実際のプリントを始める前の「試し書き」です。
いきなりプリントを開始しても、いきなりフィラメントがちょうど良い量出てくるのはまれで、 少し馴染んでから本番印刷を開始したほうが良い場合が多いです。
カリブレーション
それからプリンターの機械的な調整として、カリブレーションが必要です。
エクストルーダ (押し出しノズル) が、プリント面に対して正しく水平に動くか、そして、適切なすき間で動作するか確認します。
最初のレイヤーをプリントし始める時に、エクストルーダとプリント面の間に広いすき間があると、溶け出たフィラメントがプリント面に届きません。 すると、意図した場所にプリントできません。